



Was ist Edelstahlband und wie wird es hergestellt?
Edelstahlband ist ein flachgewalztes Edelstahlprodukt, das sich durch seine geringe Breite – typischerweise zwischen 6 mm und 650 mm – und seine relativ geringe Dicke, im Allgemeinen zwischen 0,05 mm und 3,0 mm, auszeichnet. Es wird durch Kaltwalzen warmgewalzter Edelstahlspulen in einer Reihe von Präzisionswalzwerken hergestellt, die das Material schrittweise auf die gewünschte Dicke reduzieren und gleichzeitig die Oberflächenqualität, Maßgenauigkeit und mechanischen Eigenschaften verbessern. Durch den Kaltwalzprozess wird der Stahl kaltverfestigt, wodurch die Zugfestigkeit erhöht und gleichzeitig die Duktilität verringert wird. Aus diesem Grund werden viele Edelstahlbänder anschließend geglüht und gebeizt, um ein Gleichgewicht aus Festigkeit und Formbarkeit wiederherzustellen, das für die nachfolgende Fertigung geeignet ist.
Der Produktionsprozess für Edelstahlbänder ist aufgrund der höheren Kaltverfestigungsrate und des größeren Rollwiderstands von Edelstahl deutlich anspruchsvoller als der von Kohlenstoffstahlbändern. Nach dem Kaltwalzen durchläuft das Band einen Durchlaufglühofen, wo es auf Temperaturen zwischen 1000 °C und 1150 °C (je nach Sorte) erhitzt und anschließend schnell abgeschreckt wird, um Karbide aufzulösen und die austenitische oder ferritische Mikrostruktur wiederherzustellen. Anschließend erfolgt das Beizen in einem Salpeter-Flusssäure-Mischbad, um den beim Glühen gebildeten Oxidbelag zu entfernen und eine saubere, passive Oberfläche für die Weiterverarbeitung oder Endlieferung zurückzulassen. Das fertige Band wird je nach Kundenwunsch entweder von Mastercoils auf präzise Breiten geschnitten oder in voller Coilform geliefert.
Gängige Sorten von Edelstahlbändern und ihre Eigenschaften
Die Auswahl der Sorte ist eine der wichtigsten Entscheidungen bei der Spezifikation von Edelstahlbändern, da jede Sorte eine spezifische Kombination aus Korrosionsbeständigkeit, mechanischer Festigkeit, magnetischer Reaktion und Bearbeitbarkeit bietet. Die falsche Wahl der Sorte kann zu vorzeitiger Korrosion, Umformfehlern oder unnötigen Kosten führen. Nachfolgend finden Sie eine Übersicht der am häufigsten verwendeten Sorten in Streifenform.
| Note | Typ | Schlüsseleigenschaften | Typische Anwendungen |
| 304 / 304L | Austenitisch | Hervorragende Korrosionsbeständigkeit, nicht magnetisch, gut formbar | Lebensmittelverarbeitung, Architektur, allgemeine Fertigung |
| 316 / 316L | Austenitisch | Hervorragende Beständigkeit gegen Chloride und Säuren, mit Molybdän verstärkt | Marine, pharmazeutische, chemische Verarbeitung |
| 430 | Ferritisch | Magnetisch, geringere Kosten, gute Oxidationsbeständigkeit | Automobilverkleidung, Haushaltsgeräte, Küchenausrüstung |
| 201 | Austenitisch | Mangan ersetzt Nickel, geringere Kosten, gute Formbarkeit | Utensilien, dekorative Paneele, preisgünstige Anfertigungen |
| 301 | Austenitisch | Hohe Kaltverfestigungsrate, hervorragende Federeigenschaften | Federn, Klammern, Befestigungselemente, Eisenbahnwaggons |
| 420 | Martensitisch | Härtbar, hohe Härte nach Wärmebehandlung, magnetisch | Klingen, chirurgische Instrumente, Schneidwerkzeuge |
| 17-7PH | Ausscheidungshärtung | Sehr hohe Festigkeit, gute Korrosionsbeständigkeit | Luft- und Raumfahrtkomponenten, hochbeanspruchte Federn |
Unter allen Qualitäten dominieren die Edelstahlbänder 304 und 316 aufgrund ihres abgerundeten Leistungsprofils den weltweiten Verbrauch. Die Bezeichnung „L“ (304L, 316L) weist auf einen besonders niedrigen Kohlenstoffgehalt von maximal 0,03 % hin, was für Schweißanwendungen wichtig ist, da dadurch das Risiko einer Sensibilisierung – der Ausfällung von Chromkarbiden an Korngrenzen, die die Korrosionsbeständigkeit in der Wärmeeinflusszone verringert – eliminiert wird. Bei Zweifeln zwischen Standard- und „L“-Qualitäten für Schweißbaugruppen ist die „L“-Variante immer die sicherere Wahl.
Verfügbare Oberflächenbeschaffenheiten für Edelstahlbänder
Die Oberflächenbeschaffenheit von Edelstahlbändern beeinflusst maßgeblich deren Aussehen, Korrosionsverhalten, Reinigungsfähigkeit und Eignung für bestimmte Umform- oder Beschichtungsvorgänge. Edelstahlbänder sind in einer Reihe standardisierter Oberflächen erhältlich, die jeweils durch unterschiedliche Kombinationen von Walzen, Glühen, Beizen und mechanischem oder elektrochemischem Polieren hergestellt werden.
Mühlenoberflächen (Nr. 1 und Nr. 2D / 2B)
Die Oberfläche Nr. 1 ist eine warmgewalzte, geglühte und gebeizte Oberfläche mit mattem, rauem Aussehen. Es wird selten für sichtbare Anwendungen verwendet, ist jedoch wirtschaftlich für strukturelle oder hitzebeständige Teile, bei denen die Ästhetik keine Rolle spielt. Nr. 2D ist eine kaltgewalzte, geglühte und gebeizte Oberfläche mit einer mattmatten Oberfläche, die hauptsächlich als Basis für die weitere Verarbeitung dient. Nr. 2B ist die am häufigsten verwendete kaltgewalzte Oberfläche – sie durchläuft nach dem Glühen und Beizen Polierwalzen, um eine glatte, leicht reflektierende Oberfläche zu erzeugen, die als Standardbasis für die meisten industriellen und kommerziellen Edelstahlbandanwendungen dient.
Blankgeglühte Oberfläche (Nr. 2BA / BA)
Die blankgeglühte Oberfläche (BA) wird durch Glühen des kaltgewalzten Bandes in einem Ofen mit kontrollierter Wasserstoff- oder Stickstoffatmosphäre erzeugt, der eine Oberflächenoxidation verhindert und ein Beizen überflüssig macht. Das Ergebnis ist eine hochreflektierende, spiegelähnliche Oberfläche mit hervorragender Korrosionsbeständigkeit, da sich die passive Chromoxidschicht gleichmäßig ausbildet, ohne dass es zu einer säurebedingten Oberflächenaufrauhung kommt. BA-Finish ist die bevorzugte Wahl für Lebensmittelkontaktgeräte, pharmazeutische Herstellung und dekorative Anwendungen, bei denen ein erstklassiges Erscheinungsbild und maximale Hygiene erforderlich sind.
Polierte und spezielle Oberflächen (Nr. 3, Nr. 4, Nr. 8 und geprägt)
Die Oberflächen Nr. 3 und Nr. 4 werden durch mechanisches Schleifpolieren hergestellt und zeichnen sich durch unidirektionale Maserungslinien aus. Nr. 4 ist die standardmäßige „gebürstete“ Oberfläche von Küchengeräten und Aufzugsverkleidungen und bietet ein attraktives Erscheinungsbild, das kleinere Kratzer im Laufe der Zeit wirksam kaschiert. Das Finish Nr. 8 (Spiegelpolitur) wird durch progressives Polieren mit immer feineren Schleifmitteln und anschließendes Polieren erreicht, wodurch eine nahezu perfekt reflektierende Oberfläche entsteht, die in dekorativer Architektur, Schmuckstücken und optischen Komponenten verwendet wird. Geprägtes Edelstahlband wird hergestellt, indem das Band durch gravierte Walzen geführt wird, um ein sich wiederholendes Strukturmuster zu erzeugen, das die Griffigkeit, Ästhetik und Steifigkeit bei Anwendungen mit geringer Stärke verbessert.
Wichtige Maßtoleranzen und warum sie wichtig sind
Maßgenauigkeit ist eines der bestimmenden Merkmale, die präzisionskaltgewalztes Edelstahlband von Standardblech- oder Plattenprodukten unterscheidet. In vielen Branchen – insbesondere in der Elektronik-, Medizintechnik- und Präzisionsfederindustrie – sind die Toleranzen bei Dicke, Breite, Ebenheit und Kantenbeschaffenheit technisch ebenso wichtig wie die Materialqualität oder die Oberflächenbeschaffenheit. Das Verständnis dieser Toleranzen hilft Ingenieuren und Beschaffungsteams, die richtige Produktklasse festzulegen und kostspielige Nacharbeiten oder Passungsprobleme während der Montage zu vermeiden.
- Dickentoleranz: Bei präzisionskaltgewalztem Band können die Dickentoleranzen bei ultradünnen Dicken unter 0,1 mm bis zu ±0,002 mm betragen. Die handelsüblichen Toleranzen für dickere Bänder (0,5 mm bis 3,0 mm) liegen je nach Breite und Güte typischerweise bei ±0,02 mm bis ±0,05 mm. Bestätigen Sie immer, ob die Toleranz für einen einzelnen Messpunkt oder für das gesamte Querschnittsprofil gilt (Kronen- und Keilkontrolle).
- Breitentoleranz: Durch Rotationsschneiden hergestelltes Schlitzkantenband kann je nach Dicke und verwendeter Schlitzausrüstung Breitentoleranzen von ±0,05 mm bis ±0,15 mm erreichen. Walzkantenstreifen (im gewalzten Zustand ohne Schlitzen) haben größere Toleranzen und ein leicht abgerundetes Kantenprofil, wodurch sie für Anwendungen geeignet sind, bei denen die Kantenbeschaffenheit weniger kritisch ist.
- Ebenheit und Wölbung: Die Ebenheit wird als maximale Abweichung von einer flachen Referenzebene über die Bandbreite gemessen. Unter Camber versteht man die seitliche Krümmung des Streifens entlang seiner Länge. Bei Präzisionsstanz- und Folgestanzvorgängen können Ebenheitsabweichungen von mehr als 2 mm pro Meter und Wölbungen von mehr als 1 mm pro Meter zu Fehlzuführungen und Maßabweichungen bei den fertigen Teilen führen.
- Kantenzustand: Edelstahlbänder sind mit Fräskante (natürliche Rollkante), Schlitzkante (von rotierenden Messern mit leichtem Grat abgeschnitten), entgrateter Kante (Grat durch abrasive oder elektrochemische Verfahren entfernt) und runder Kante (vollständig abgerundet für eine sichere Handhabung) erhältlich. Der Kantentyp muss auf die Endanwendung abgestimmt sein – Dichtungsmaterial und medizinische Streifen erfordern beispielsweise gratfreie oder runde Kanten, um Verletzungen und Maßbeeinträchtigungen zu vermeiden.
Wichtige industrielle Anwendungen von Edelstahlbändern
Die Kombination aus Korrosionsbeständigkeit, mechanischer Festigkeit, Formbarkeit und hygienischen Oberflächeneigenschaften macht Edelstahlbänder in einer bemerkenswert vielfältigen Industriebranche unverzichtbar. Seine Fähigkeit, auf sehr dünne Stärken präzise gewalzt zu werden, ohne an Festigkeit oder Oberflächenqualität zu verlieren, eröffnet Anwendungen, die kein anderes Metall problemlos bedienen kann.
Präzisionsfedern und elastische Komponenten
Edelstahlstreifen der Güteklasse 301 und 17-7PH sind die vorherrschenden Materialien für Präzisions-Flachfedern, Halteklammern, Druckknöpfe und Federkomponenten mit konstanter Kraft. Diese Güten weisen beim Kaltwalzen außergewöhnlich hohe Kaltverfestigungsraten auf, sodass das fertige Band ohne Wärmebehandlung Zugfestigkeiten von über 1300 MPa erreichen kann – und damit mit vielen Federwerkstoffen aus legiertem Stahl mithalten kann und gleichzeitig eine weitaus bessere Korrosionsbeständigkeit bietet. Präzisionsstreifen für Federanwendungen werden mit engen Dickentoleranzen (häufig ±0,005 mm), kontrollierten Härtebereichen und zertifizierter Ebenheit spezifiziert, um konsistente Federraten bei automatisierten Montagevorgängen sicherzustellen.
Lebensmittelverarbeitung und pharmazeutische Ausrüstung
Edelstahlbänder der Güteklasse 304 und 316L sind das Rückgrat der Herstellung hygienischer Prozessanlagen. Förderbänder, flexible Rutschen, perforierte Filtersiebe, Umreifungsbänder für Sterilverpackungsmaschinen und flexible Schlauchinnenauskleidungen werden alle aus Edelstahlbändern hergestellt. Die glatten, porenfreien BA- oder Nr. 4-Oberflächen sind resistent gegen Bakterienanhaftung, widerstehen aggressiven CIP-Zyklen (Cleaning-in-Place) und entsprechen den FDA- und EU-Vorschriften für den Lebensmittelkontakt. In pharmazeutischen Anwendungen werden 316L-Streifen aufgrund ihrer hervorragenden Beständigkeit gegenüber chloridhaltigen Reinigungsmitteln und Sterilisationslösungen spezifiziert, die üblicherweise in Umgebungen der Arzneimittelherstellung verwendet werden.
Automobil- und Abgassysteme
Die Automobilindustrie ist weltweit einer der größten Abnehmer von Edelstahlbändern. Die ferritischen Sorten 409 und 441 werden häufig für Komponenten von Abgassystemen verwendet – einschließlich flexibler Kupplungen, Bälge, Katalysatorsubstrate und Komponenten für die Abgasrückführung (AGR), da sie eine hervorragende Oxidationsbeständigkeit bei hohen Temperaturen zu geringeren Kosten als austenitische Sorten bieten. Vollhartstreifen der Güteklasse 301 werden für Strukturverstärkungsstreifen in Türen und Stoßfängern verwendet. Bei dekorativen Zierleisten werden polierte 304- oder 430-Streifen verwendet, um dauerhaften Glanz zu erzielen, ohne die Korrosionsprobleme, die bei Alternativen aus verchromtem Stahl auftreten.
Elektronik und Präzisionsfertigung
Ultradünne Edelstahlbänder mit einer Dicke von nur 0,02 mm werden in der Elektronik zur Abschirmung von Komponenten, flexiblen Leiterplattensubstraten, Batteriekontaktfedern und präzisionsgestanzten Leiterrahmen verwendet. Bänder der Sorten 304 und 316 mit diesen Dicken erfordern ein Höchstmaß an Walzpräzision, Oberflächenreinheit und Ebenheitskontrolle, da selbst mikroskopische Oberflächendefekte oder Dickenschwankungen zu Ausfällen in elektronischen Baugruppen mit hoher Dichte führen können. Die nichtmagnetischen Eigenschaften von austenitischem Edelstahlband sind besonders wertvoll bei Elektronikanwendungen, bei denen magnetische Interferenzen die Geräteleistung beeinträchtigen würden.
So wählen Sie das richtige Edelstahlband für Ihre Anwendung aus
Bei der Auswahl des richtigen Edelstahlbandes müssen mehrere Parameter gleichzeitig bewertet werden, anstatt sich auf ein einzelnes Merkmal zu konzentrieren. Ein systematischer Spezifikationsansatz vermeidet übermäßiges Engineering (und übermäßige Ausgaben) oder die Auswahl eines ungeeigneten Materials, das im Betrieb vorzeitig ausfällt.
- Definieren Sie zunächst die Korrosionsumgebung: Identifizieren Sie alle chemischen Stoffe, Temperaturen und Konzentrationen, denen der Streifen ausgesetzt sein wird. Für milde atmosphärische Umgebungen ist 304 ausreichend. Für chloridreiche Umgebungen (Küste, Meer oder Chemie) ein Upgrade auf 316L durchführen. Für stark saure oder oxidierende Umgebungen sollten Sie Duplex-Qualitäten oder höher legierte Materialien in Betracht ziehen.
- Bestimmen Sie die erforderlichen mechanischen Eigenschaften: Wenn hohe Festigkeit und Rückfederung entscheidend sind (Federn, Klammern), wählen Sie 301 oder 17-7PH in geeigneten Härtegraden. Wenn Formbarkeit und Tiefziehen Priorität haben, wählen Sie 304 oder 316 im geglühten Zustand. Für Hochtemperaturfestigkeit sollten Sie die Sorten 310 oder 321 in Betracht ziehen.
- Geben Sie die Oberflächenbeschaffenheit je nach Funktion an: Geben Sie für hygienische Anwendungen mindestens BA oder Nr. 4 an. Für strukturelle oder versteckte Anwendungen ist 2B kostengünstig. Für dekorative Anwendungen sorgen die polierten Oberflächen Nr. 4 oder Nr. 8 für das gewünschte Erscheinungsbild.
- Bestätigen Sie die Maßanforderungen mit Ihrem Herstellungsprozess: Wenn es sich um progressives Stanzen oder Rollformen handelt, stellen Sie sicher, dass die Spezifikationen für Banddicke, Ebenheit und Spulensatz mit Ihrem Werkzeug- und Zuführsystem kompatibel sind. Ein übermäßiger Spulensatz (Krümmung in Walzrichtung) ist ein häufiges Problem bei Präzisionsbändern, das zu Fehleinzügen in automatischen Stanzpressen führt.
- Fordern Sie eine vollständige Materialzertifizierung an: Fordern Sie immer ein Werksprüfzertifikat (MTC) gemäß EN 10204 3.1 oder 3.2 an, das die chemische Zusammensetzung, die mechanischen Testergebnisse, die Schmelzenzahl und die Einhaltung relevanter Standards dokumentiert. Dies ist nicht nur eine gute technische Praxis, sondern ist in den meisten internationalen Regulierungsrahmen für Druckgeräte, medizinische Geräte und Anwendungen mit Lebensmittelkontakt obligatorisch.
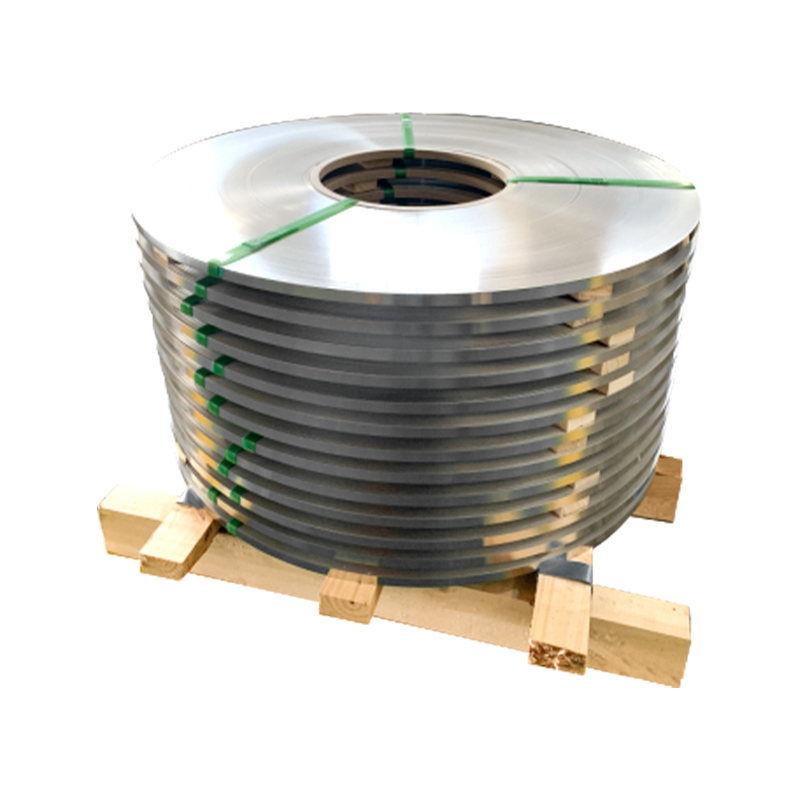
Lagerung, Handhabung und Kontaminationsvermeidung
Sogar die höchste Qualität Edelstahlband Bei unsachgemäßer Lagerung oder Handhabung kann es zu Rostflecken oder Oberflächenschäden kommen. Die Korrosionsbeständigkeit von Edelstahl hängt vollständig von der Integrität seiner dünnen Passivschicht aus Chromoxid ab, die durch Verunreinigungen mit Kohlenstoffstahlpartikeln, Chloridablagerungen oder mechanische Beschädigungen beeinträchtigt werden kann. Lagern Sie Edelstahl-Band- und Spaltbund-Coils auf Holz- oder beschichteten Metallgestellen, die den Kontakt mit Kohlenstoffstahloberflächen verhindern. Decken Sie gelagerte Spulen mit Polyethylenfolie ab, um Chlorid- und Feuchtigkeitsablagerungen in der Luft zu verhindern, insbesondere in Küsten- oder Industrieumgebungen. Verwenden Sie bei der Handhabung mit Nylon oder Gummi beschichtete Hebebänder und Handschuhe – blanke Drahtseile oder Stahlketten hinterlassen eingebettete Eisenpartikel, die innerhalb weniger Tage Rostflecken auf der rostfreien Oberfläche verursachen. Benutzen Sie in der Werkstatt separate Schneid-, Schleif- und Formwerkzeuge ausschließlich für die Bearbeitung von Edelstahl; Die Verwendung von Werkzeugen, die mit Kohlenstoffstahl verunreinigt sind, ist die häufigste Ursache für das Auftreten von Rostflecken auf rostfreien Bauteilen kurz nach der Herstellung. Sollte es dennoch zu einer Oberflächenverunreinigung kommen, stellt eine sofortige Behandlung mit einer Passivierungslösung für Edelstahl oder einem Reiniger auf Zitronensäurebasis die Passivschicht wieder her und verhindert die weitere Entwicklung von Korrosion.



